
十余年前,3D打印风头正盛。2012年,美国《时代周刊》将3D打印产业列为“美国10大增长最快的工业”。同一年,中国3D打印技术产业联盟正式成立,多地建设3D打印产业园区。2013年,德国提出工业4.0发展战略,旨在提升制造业的智能化水平,而3D打印是4.0战略中的关键一环。
淡出公众视线之后,3D打印并没有停止发展的脚步。
2019年,通用航空研发出世界上*台采用3D打印组件的涡轮螺旋桨发动机。2022年,生物3D打印机制造出了心肌组织与毛细血管。2023年,Meta(原Facebook)宣布开发一款配备最新版OpenAI人工智能的3D打印机器人。
本月,中国的研究团队,通过干细胞分离、工厂化培养与组织化构建技术,用细胞培养出大黄鱼组织仿真鱼排。
3D打印过去数十年经历了怎样的发展?如今在哪些领域落地?未来又会有怎样的发展?在本篇报告,我们将聚焦3D打印,探讨以下问题:
3D打印如何与最新的AIGC技术相结合?
为什么3D打印*在航空航天和牙科落地?
生物技术和3D打印相结合,会碰撞出什么样的火花?
为什么说混合加工是3D打印的未来?
3D打印有哪些优势和劣势?
01、3D打印,给AI配上了双手
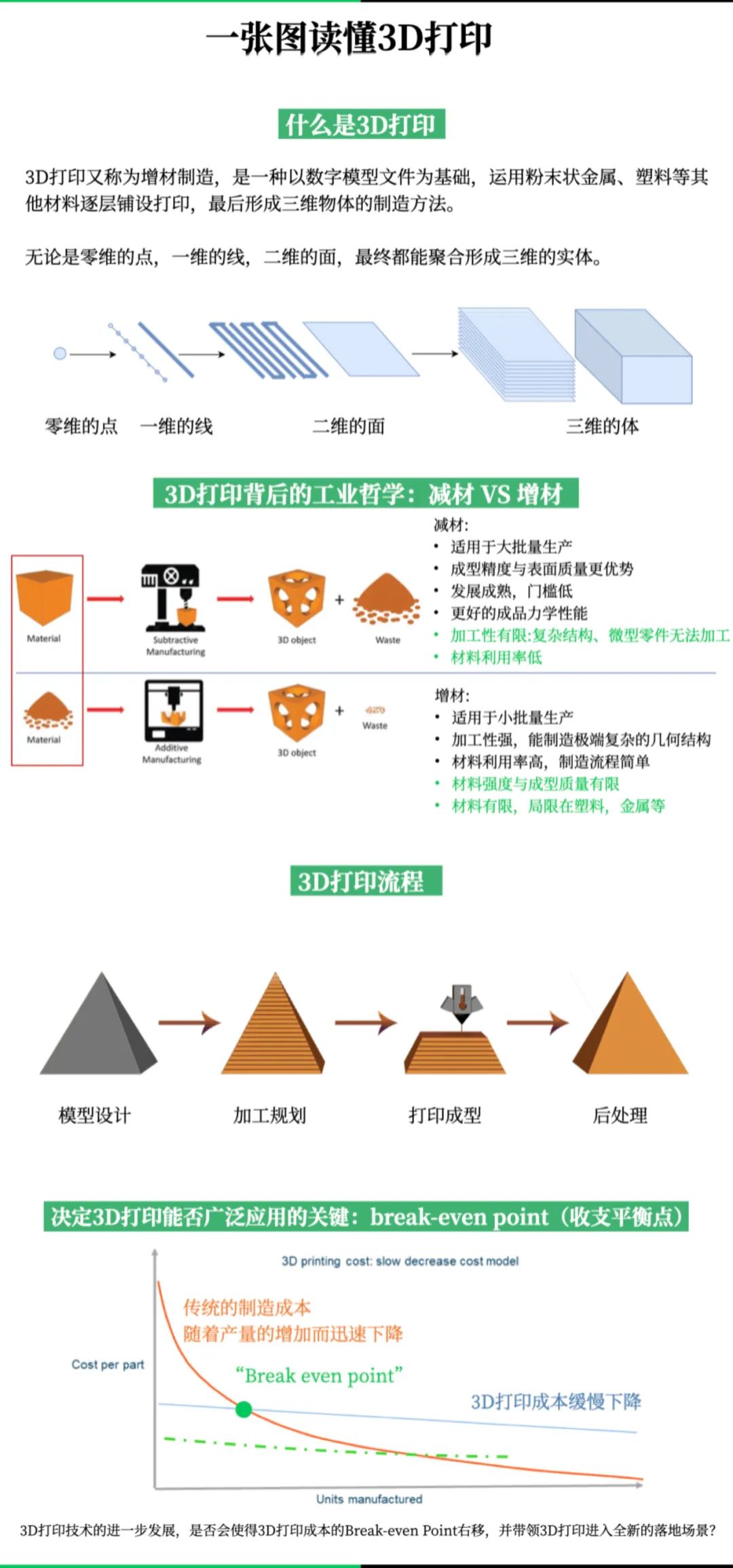
我们可以把3D打印理解为“聚沙成塔”。3D打印又称为增材制造,是一种以数字模型文件为基础,运用粉末状金属、塑料等其他材料逐层铺设打印,最后形成三维物体的制造方法。
无论是零维的点,一维的线,二维的面,最终都能聚合形成三维的实体。
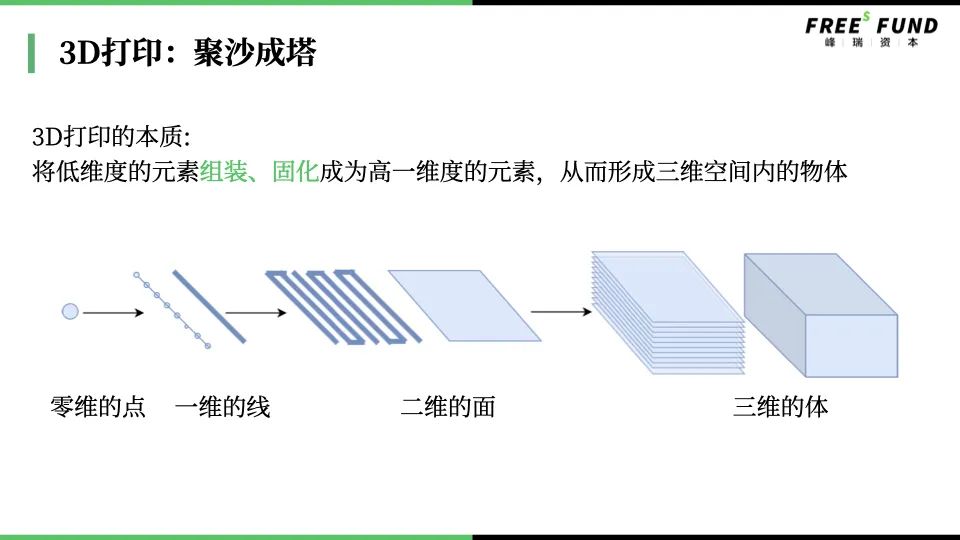
就像在日常生活中,小孩子会用沙堆城堡,用积木搭建出想要的形状。我们可以把沙子理解成零维的点,被不断累加、堆叠之后,沙子就变成了三维的状态。
3D打印的起点是数字化的模型,终点是现实的物理实体。因此,3D打印相当于几何模型到真实物体的现实映射。3D打印和当下热门的大模型非常适配。人们可以通过大模型输出设计模型,再由3D打印机把物品制造出来。
如果说AIGC与大模型是给AI配上了一支画笔,3D打印技术则是给AI配上了在现实中凭空制造物体的手。
2022年12月,OpenAI曾发布Point-E模型,只需几秒钟即可根据文本生成3D资产。
2023年5月,OpenAI再次发布了升级模型Shap-E,能够生成更高质量的模型。通过3D打印技术,这类由AI快速制作的3D资产,就能自动转化为物理世界中的真实模型。
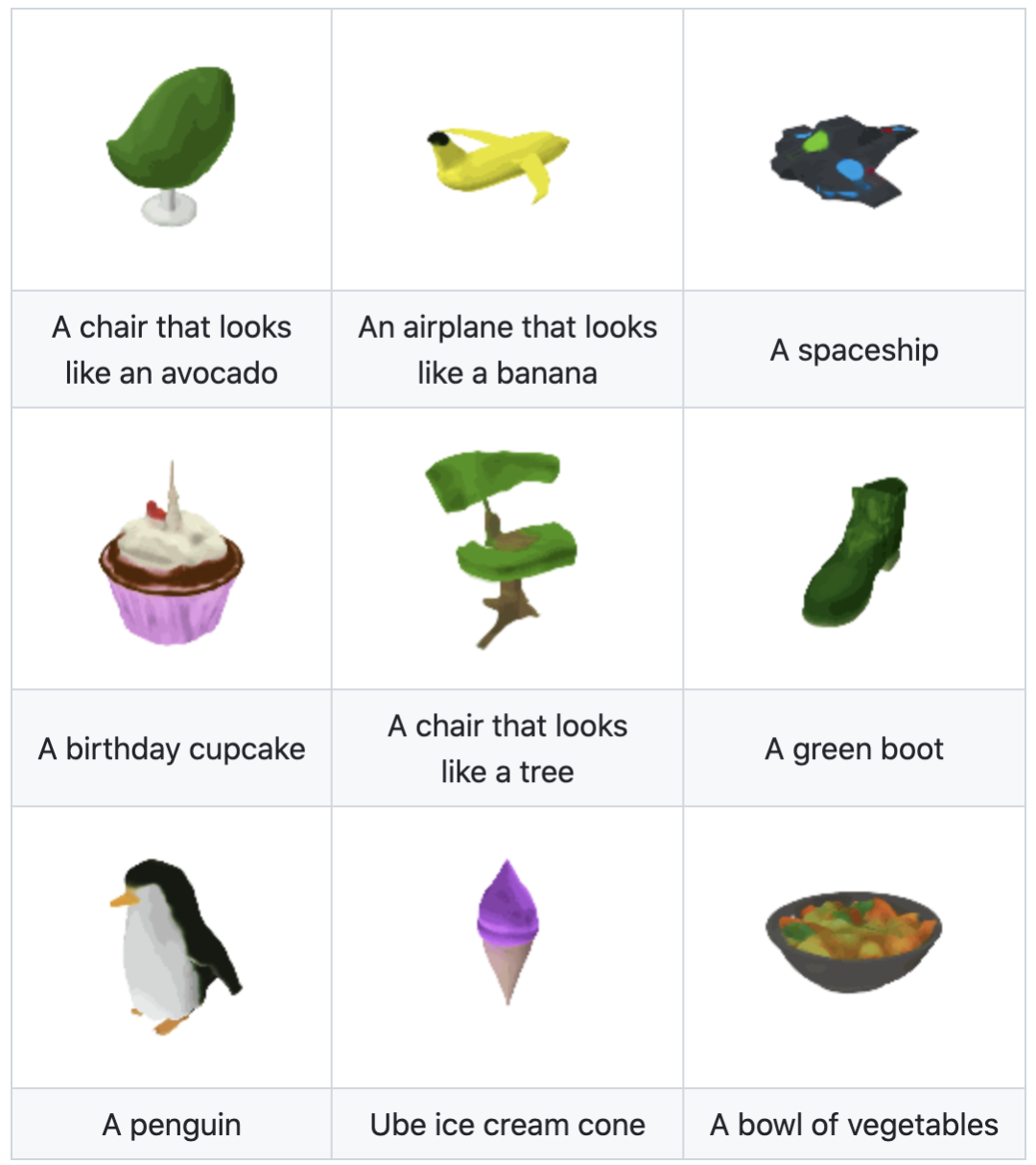
▲OpenAI发布的升级模型Shap-E生成的3D资产。图片来源:github
而Meta(原Facebook)也于2023年宣布开发一款配备最新版OpenAI人工智能的3D打印机器人。
关于3D打印的话题,近年来的讨论已经逐渐从过去30年的制造与材料科学的视角,转向了全新的领域。人工智能在3D打印领域的飞速应用,挑战了传统的3D模型制作方式。传统的制作方式,大多依赖设计师与工程师的专业能力。
借助于AIGC以及AI 3D扫描重建应用,即使是初级用户,也能轻松地创建大量属于自己的3D模型资产。
而ChatGPT这类具备逻辑能力的大语言模型快速崛起,让我们看到了通过简单语言交互即可实现3D打印工作的可能性。甚至在传统复杂的3D打印工艺编程上,大语言模型也展现出巨大潜力。未来,这类大语言模型能成为用户3D打印时靠谱的“老师傅”。
人工智能与3D打印,让人们打开了对未来的想象空间。然而,相比于借助其他领域的新技术,3D打印当前面临的核心工艺问题,比如力学性能有限以及表面精度不足,仍需由3D打印技术自身来解决。
这些挑战意味着新的技术创新机会。无论是从创业,还是投资的角度,抓住能解决当下3D打印工艺与应用局限的新技术,或许就拥有了成功的入场券。
02 、3D打印背后的工业哲学:减材VS增材
现代3D打印技术从何而来?
日本名古屋市工业研究所的久田秀夫(Hideo Kodama)发明了利用大桶光敏聚合物成型的三维模型增材制造方法。
1980年5月,久田秀夫申请了与该技术有关的*项专利。
1983年,美国人Chuck Hull成功发明SLA打印技术(Stereo Lithography Appearance,光固化成型技术),通过激光来催化光敏树脂成型,并制造出3D打印部件。
1986年,Chuck Hull基于SLA技术,创立3D systems copration。
1987年,公司推出了世界上*台商业3D打印系统。
之后二十多年,各类新的3D打印技术(FDM、SLM以及CLIP等)不断诞生,打印的基础材料也从光敏树脂拓展到了金属粉末、生物墨水以及混凝土等等。
早在3D打印技术还没有爆红的2003年,隐形矫治就已经在运用3D打印技术制造牙齿模型。可以说,隐形矫治领域,是最早采用3D打印技术,实现批量化生产商品的民用细分领域之一。我们会在下文详细展开为什么3D打印机会最早广泛应用于牙科领域。
2008年,*次有人穿戴3D打印的假肢(比如膝盖、脚、关节等)走上街头。
2012年,3D Systems推出世界*开箱即用3D打印机Cube。
▲Cube打印机&打印出的物体。图片来源:Amazon
随着2008年FDM和2013年SLA的关键专利到期,相关技术逐步开源,消费级3D打印市场迎来诸多新玩家,3D打印*次出圈走到了大众面前。
在硬件方面,自2014年开始,消费级3D打印机热潮涌起,创想三维、3D Systems等公司推出更具性价比和易用性的产品,人们开始展望3D打印技术走入各行各业、家家户户的未来。
一场即将颠覆的制造技术革命正在酝酿之中。人工智能带来的智能化以及硬件的不断进步,让3D打印技术的爆发看起来指日可待。
然后,过去近十年,3D打印仍然像一种稀有商品,仅在工业的某些特定领域以及海外极客的工作室中出现。
关于3D打印的质量、材料、用户体验以及有限的应用场景等问题,一直存在争议,但这并未阻止3D打印技术的发展。在牙科及航空航天领域,3D打印新技术稳扎稳打,为行业实实在在降低了成本,提高了效率。
我们在上文提到,3D打印有个别称之一叫增材制造。工业制造领域有两大类制造思路,一种是减材制造,另一种就是增材制造。
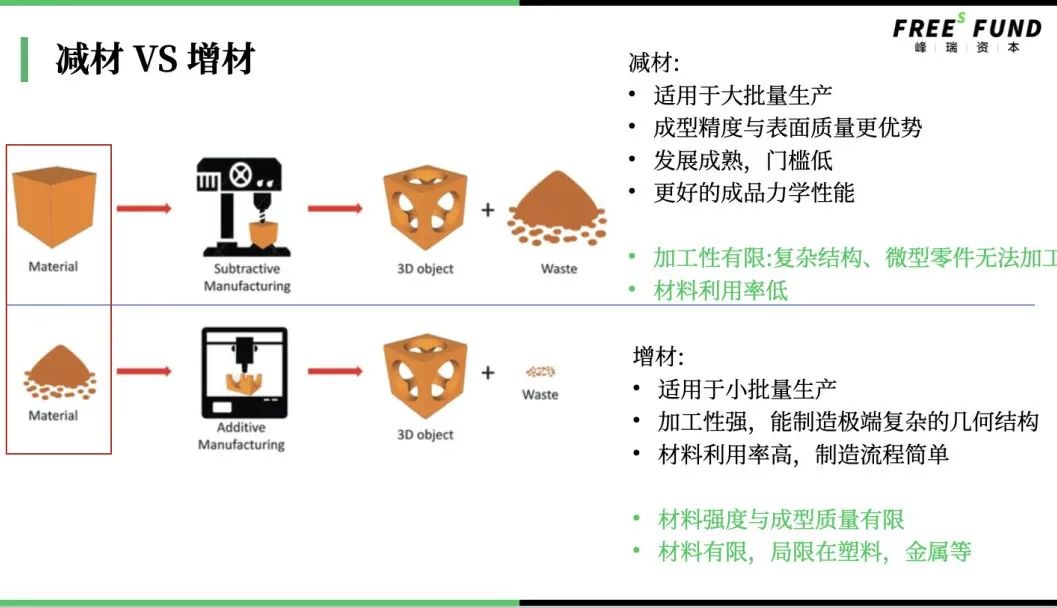
减材制造起源于工业革命。火车、轮船、电机以及汽车等传统机械产品,都是减材制造的产物。减材制造通过各种方式切割、去除原始材料,制造出零部件与工具。这个过程中,材料会损耗。比如现代金属制造业,使用的车、铣、刨、磨、钻等切割工艺,就是减材制造技术。
而在3D打印过程中,材料不断增加成型,正好与减材制造工艺相反,因此被称为增材制造。
从本质上,减材与增材最根本的区别在于,减材的材料与成型过程是解耦的,而增材的材料与成型过程是耦合的。耦合和解耦是系统工程中常用的概念。
耦合可以理解为各个部分之间的连接程度,在高耦合的系统中,各部分之间的依赖性强。在低耦合系统中,各部分之间相互独立。解耦是指将高耦合的系统改成低耦合的系统。
用减材的思路生产物品时,无论是使用了什么锻造方式或者处理工艺,从最初的材料到成型的物品,都近似保持了原有的材料力学特性和强度。
例如制造减速箱齿轮,所用的材料是经由齿轮钢材锻造而成的齿轮毛坯,然后再进行切削处理,得到最终的成品。最终,齿轮的材料力学性质主要由毛坯决定。
增材则是一个耦合的过程,物件最终的力学性能和微观结构与成型工艺息息相关。骨科植入材料是非常典型的例子。人们通过改变材料的孔隙率,调整植入材料的强度,从而更适配不同类型的人体组织。这是普通的金属材料加工技术很难实现的。
具体而言,两种工具制造思路各有优劣。
减材的优势在于,适用于大批量生产;成型精度更高,表面质量更好;减材类型的打印技术已经成熟,门槛低;利用减材技术打印的产品,有更好的成品力学性能。
减材的劣势在于,很难加工结构复杂的或者微型的零件。其次,如果使用减材技术,材料利用率相对较低。比如,在航空制造领域,以飞机中框架为例,需要用大约3吨的毛坯材料,才能制作成150kg的成型零件。
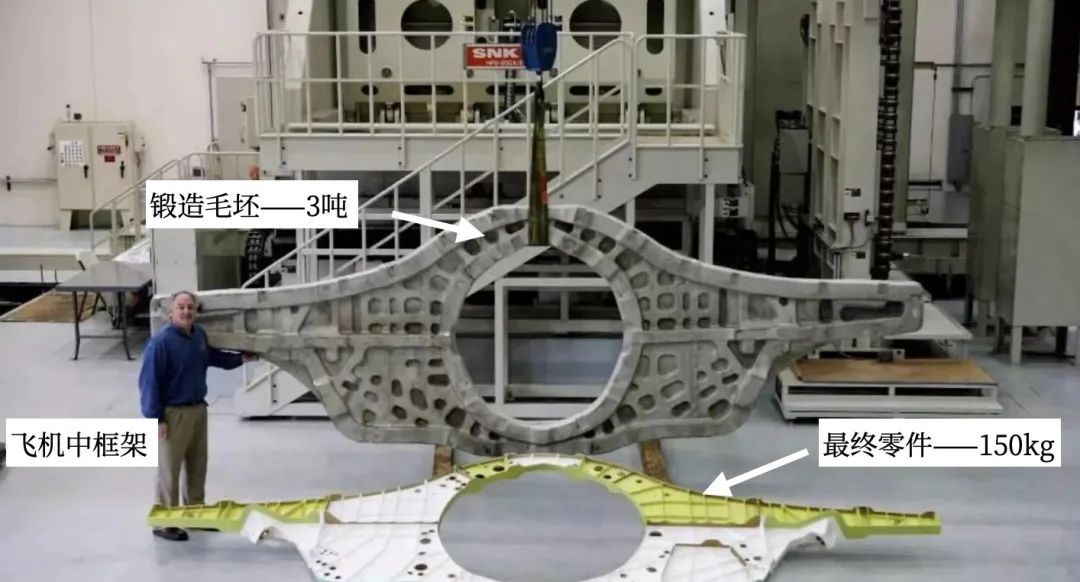
▲图片来源:NC Military Business Center
增材适用于小批量生产;加工性强,能制造极端复杂的几何结构。增材制造的利用率高,制造流程简单。
比如,在牙齿正畸领域,制作牙齿模型、人工牙冠以及牙齿贴片等等,如果利用传统方法,制作周期往往需要6到7天,如果采用3D打印,制作时间会缩短到数十分钟。
但增材的劣势也很明显,加工出的物品力学强度可能有限,整体质量可能不如使用减材技术制造的产品。比如,常见飞机发动机叶片对应的金属材料,很难用3D打印来实现。发动机在严酷的高温工作环境中作业,需要单晶钛合金这类非常特殊的金属材料进行减材成型,才能满足发动机的性能要求。
理解了增材和减材背后的底层逻辑,我们就能更清楚地意识到为什么3D打印还存在一些缺陷,以及为什么现在3D打印能够在部分行业应用,而没有被更广泛地应用。
03、3D打印的流程
了解了3D打印的发展历史,我们再来把目光聚焦到3D打印的具体流程。
与传统制造工艺相比,3D打印流程并不复杂,包含模型设计、加工规划、打印成型以及后处理这四大步骤。借助这些步骤,3D打印把数字世界,映射到真实物理世界。
▍模型设计
在模型设计阶段,3D打印主要利用创成式设计这种技术。
创成式设计以拓扑优化技术为基础,在给定的设计目标下,例如轻量化、提高散热性能等等,直接生成满足需求但结构复杂的设计。这样的复杂结构,难以用传统减材制造工艺实现,我们很难做出内部镂空,但强度保持不变的结构。如今,这些问题都能都被3D打印解决。
市场中已经有在3D打印、工业设计软件领域发力的创业公司。比如,峰瑞已投企业优解未来是国内为数不多的,自主研发新一代智能设计拓扑优化SaaS平台的公司。
▍加工规划
在加工规划环节,需要先把3D打印模型逐步“切片”,分解加工步骤,生成打印轨迹规划。此外,还要给3D打印模型设计支撑结构。打印过程中,物品需要有一定支撑,保持稳定性。
▍打印成型
加工规划完成后,人们需要把一系列加工代码发给打印机。打印技术有许多种,比如选择性激光烧结、选择性激光熔融、光固化成型技术等等(具体详见下图)。
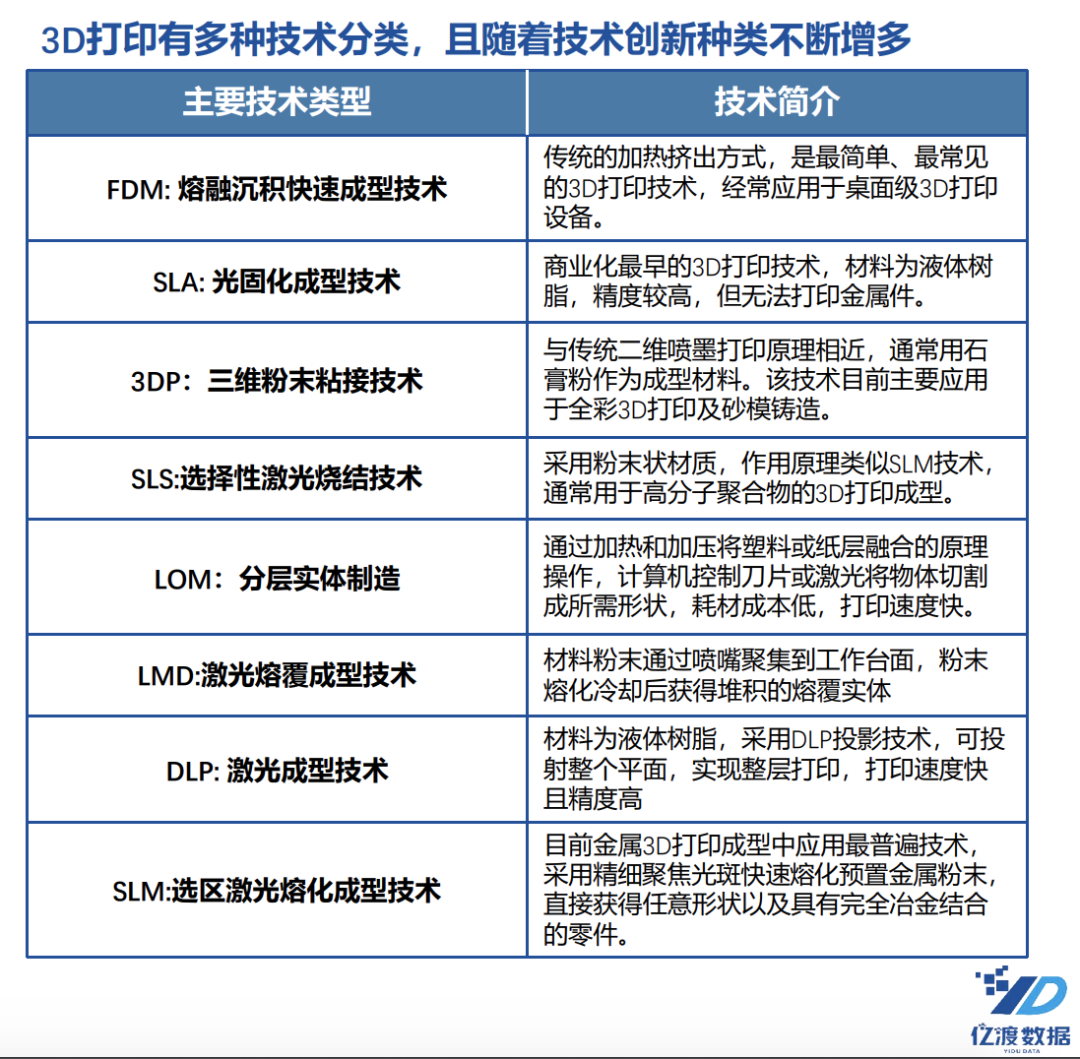
▲3D打印相关技术。图片来源:亿渡数据
▍后处理
打印成型并不意味着结束,还涉及非常复杂的后处理,比如去掉支撑结构、上色、精加工、打磨等等。后处理这道工序主要是为了弥补3D打印本身性能的不足,提升成型物体的精度与表面质量。
04、3D打印的优势

▍几何复杂性
3D打印提升了制造的灵活度,能实现高度个性化定制。一些结构复杂的设计,3D打印也能够实现。
▍材料复杂性
人们可以通过3D技术,打印多孔结构或者多种材料复合的结构,让物品实现强度、功能等不同梯度的变化。
▍层次复杂性
传统加工技术难以实现多尺度跨越加工。而3D打印技术的跨度非常大,可以用同一种技术原理,覆盖从微观到宏观的制造。
在微观制造尺度,2016年,科学家利用3D打印领域里的双光子直写技术,制成了目前世界上最小的用于肠胃检查的内窥镜。
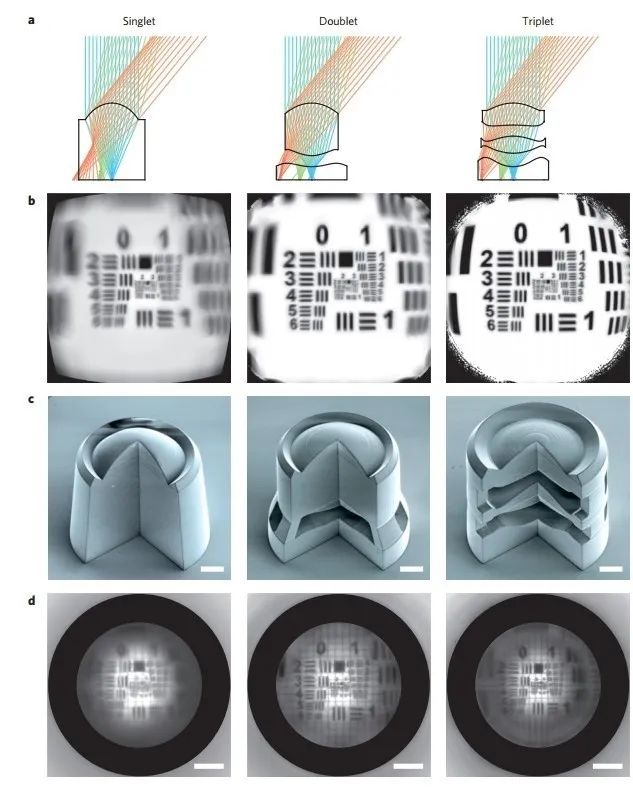
▲图片来源:格物者
在宏观制造尺度,2020年,河北工业大学团队打印出长达28米的新版“赵州桥”。
▍功能复杂性
在工业领域,复杂的结构需要将每个零件单独加工,再装配到一起。把复杂的零件一体化,是工业领域对3D打印需求*的地方。
/ 05 /
3D打印的缺点
当前3D打印有哪些缺点,这些缺点导致了3D打印不能在某些领域应用?或者即使应用,也要增加成本来补足缺陷?
*,力学性能有限。
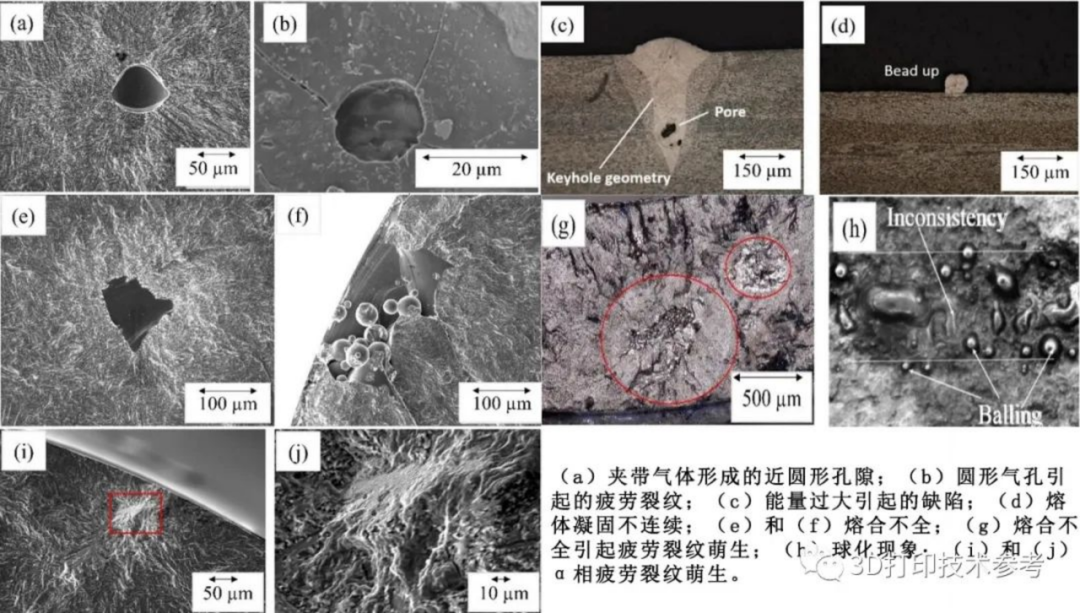
▲图片来源:3D打印技术参考
3D打印有可能出现表面与材料内部存在粉末未熔、微裂纹、孔隙等缺陷,因此零件的力学性能,例如强度、耐磨以及抗疲劳均不如减材制造的零件。为了保证成型物品性能,人们需要选用高价的原材料,以及更保守的工艺设计,最终成本变高,耗时增多。
第二,表面精度不足。
如果我们借助减材技术,比如车削、铣削、磨削等等,物体表面精度会更高。如果用3D打印,只能通过后道工艺,继续打磨,或者进行化学抛光。但这些后道工序会增加成本。

▲左图为3D打印直接成型的物品,右图为经过后处理的物品。图片来源:3D打印技术参考
力学能力有限以及表面精度不足这两大缺点,限制了3D打印技术在其他领域的应用。如果3D打印想要应用在更多领域,需要改进这些缺点,或者提高后道工艺的效率。
/ 06 /
为什么3D打印
*在航空航天和牙科落地?
目前,在医疗保健、航空航天、汽车和体育用品等领域,都能看到3D打印技术的身影。而航空航天和牙科领域,3D打印技术被应用得尤为广泛。这两个都是典型的高附加值、高客单价行业,3D打印技术能够助力这两个行业提高产品成型的效率。
▍航空航天
20世纪以来,几乎最新、*的制造技术,*时间都被用在了航空航天领域。
比如50年前的CNC技术(Computerized Numerical Control,计算机数字化控制,利用数字化对机床运动及加工过程进行控制),以及如今的3D打印技术。
为什么航空航天领域适合使用新技术?
航空航天是典型的高附加值、高客单价、小批量、高迭代、多SKU的行业,一个零件的造价可能高达数十万甚至数百万。航空航天在轻量化、复杂结构的一次成型、节省材料以及灵活验证迭代等方面的制造需求,跟3D打印的属性非常契合。
“锤子”和“钉子”匹配得恰到好处,航空航天可以说是3D打印在工业界应用最多的细分领域。
比如,通用航空于2019年研发出了世界上*台采用3D打印组件的涡轮螺旋桨发动机。
发动机里的中框组件,原本由300多个单独的零件组装而成。通用航空通过结构优化,将中框组件变成了单一的零件结构,借助3D打印实现一体成型。3D工艺让中框组件轻量化的同时,也降低了制造成本。

▲涡轮螺旋桨发动机的中框组件由过去的300个零件优化为一个。图片来源:3Dprint.com
此外,美国国家航空航天局(NASA)通过3D打印技术,制造出了火箭发动机喷嘴,并于2014年成功点火试飞。
NASA的工程师称,“如果用传统制造方法,要造163个单独零件然后再组装起来,但3D打印只需2个零件,不仅节约了时间金钱,而且造出的部件能提高火箭发动机性能,减少失败可能性。”
▍牙科
除了航空航天,3D打印也在牙科领域被广泛应用。
牙科领域的需求特别个性化,尤其是正畸过程中,每个阶段牙齿都会有变化,需要定制化、分阶段的技术方案。如今在牙齿正畸领域,钢丝牙套逐渐退出大众视野,隐形牙套取而代之。
隐形牙套技术是典型的交叉学科技术,涉及口腔医学、计算机科学、生物力学、3D打印以及材料学等多学科的知识。制作隐形牙套时,很多环节需要3D打印技术。比如牙医设计矫正方案,要用到3D动态设计软件。制作牙模,也要用到3D打印机。
传统制作正畸牙模需要多次取模、制作、调整,而且会有一定的精度误差。而3D打印技术通过数字建模,减小模型误差,能够提制作出精密度更高的牙齿模型。
我们在上文提到,3D打印出的物品力学性能有限,为什么这项技术还能在牙科以及航空航天领域广泛应用?
3D打印的牙齿模型并不会直接作用于患者,只是为了制作牙齿模型,帮助牙科医生制作矫正器。大多数矫治器是用高分子材料,压在牙齿模型上倒模出来的,3D打印只是解决了过渡期间的需求。不过目前也有少数机构,通过更精细的3D打印技术,制作矫正器。
航空航天领域也是如此,人们一般不会将3D打印材料用在精度要求极其高的器件上。很多火箭也都是一次性的。
07、生物3D打印,超越人类想象力的技术
除了航空航天以及牙科领域,未来3D打印也有望被更广泛地应用于生物3D打印。生物3D打印是指用含有活细胞的混合物作为基础材料,打印出活体组织器官。
3D打印在生物领域的应用大多处于探索阶段。根据贺永等浙大学者的梳理总结,生物3D打印大致可划分为4个层次:
*层次为制造无生物相容性要求的结构,比如目前广泛应用于手术路径规划的3D打印等;
第二层次为制造有生物相容性要求、不可降解的制品,比如钛合金关节、缺损修复的硅胶假体等;
第三层次为制造有生物相容性要求,可降解的制品,比如活性陶瓷骨、可降解的血管支架等;
第四层次就是狭义生物3D打印,即操纵活细胞构建仿生三维组织,比如打印药物筛选及机理研究用的细胞模型、肝单元、皮肤、血管等。
目前在生物领域,类器官被称为模拟体内微环境*的技术之一。类器官是在特定培养条件下,使用原代组织、胚胎干细胞或诱导的多能干细胞在体外生成的一种微器官。
人们已经制造出肝脏、胰脏、胃、心脏、肾脏甚至乳腺等在内的各种类器官。类器官被应用于癌症研究、药物筛选和精准医学领域。但它仅仅在一小块定向培养的微小组织内模拟体内微环境,距离更大尺度的模拟依旧存在距离。
如果我们能直接用3D打印技术,打印出心脏或者肝脏,同样可以用来测试药物,辅助药物研发。2016年,生物3D打印企业Organovo与罗氏制药公司合作开展了一项药物测试,测试结果表明,3D打印的肝脏组织可以被用于区分多种药物的毒性水平。
相比于形态微小的类器官,这些仿生器官从更大尺度上,复刻了生物组织,提供了更丰富的体内环境模拟反馈。
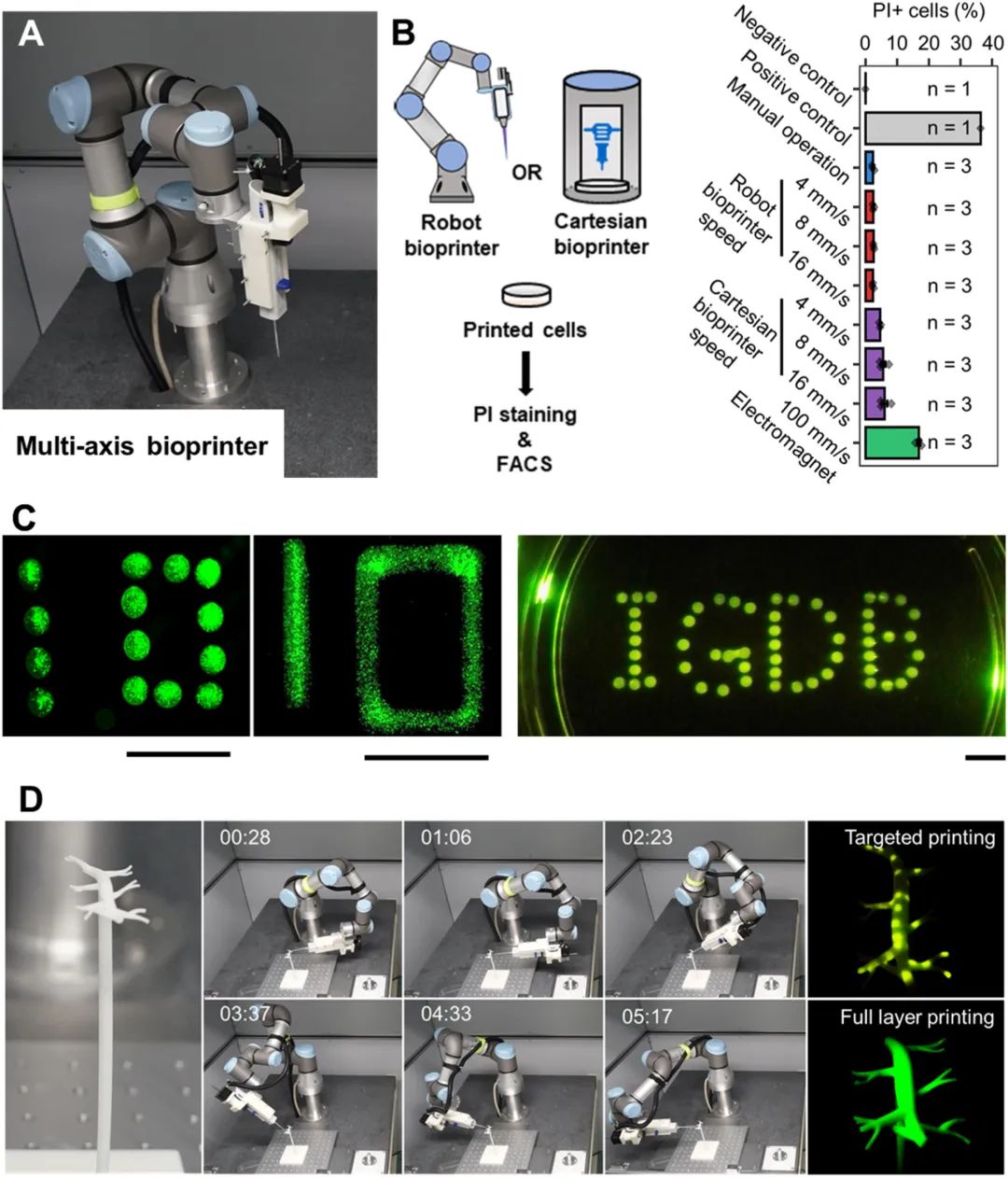
▲实验室通过改进后的六轴机器人,打印血管及心肌组织。图片来源:《Bioactive Materials》
《Bioactive Materials》发布的研究显示,2022年,有实验室将六轴机器人改造成为生物3D打印机,打印出了心肌组织。这个心肌组织还分布着毛细血管,并在体外维持了六个月的搏动。
既然2022年,已经有实验室能做到这样的打印能力,或许未来,3D打印的生物器官可以被更广泛地用于药物测试。
当然,不止是药物研发,3D打印可能会助益整个生物领域,反哺生物技术研发。
2019年,《微型机器》发表研究称,学者通过改进生物3D技术,打印出感觉神经元。感觉神经元是外周神经系统的一个重要组成部分。未来,当更多类型神经元细胞被成功打印之后,学者就能更直观地观察脑科学技术的效果,从而研发出更精准的脑科学治疗技术。
08、3D打印技术的未来——混合加工
直到今天,3D打印的应用领域还不够广泛。
因为3D技术很难实现规模化生产,人们大多用3D打印技术来实验产品设计或者生产小批量的产品。
在线制造平台HUBS2022年发布报告,调查了人们如何应用3D打印技术。
其中62%的受访对象选择用3D打印技术来打样,17%用来制造单批次的零件,11%用来生产多批量的零件,8%用来生产工业制造所用的固定装置,2%用来做美学设计,比如打印鞋子。
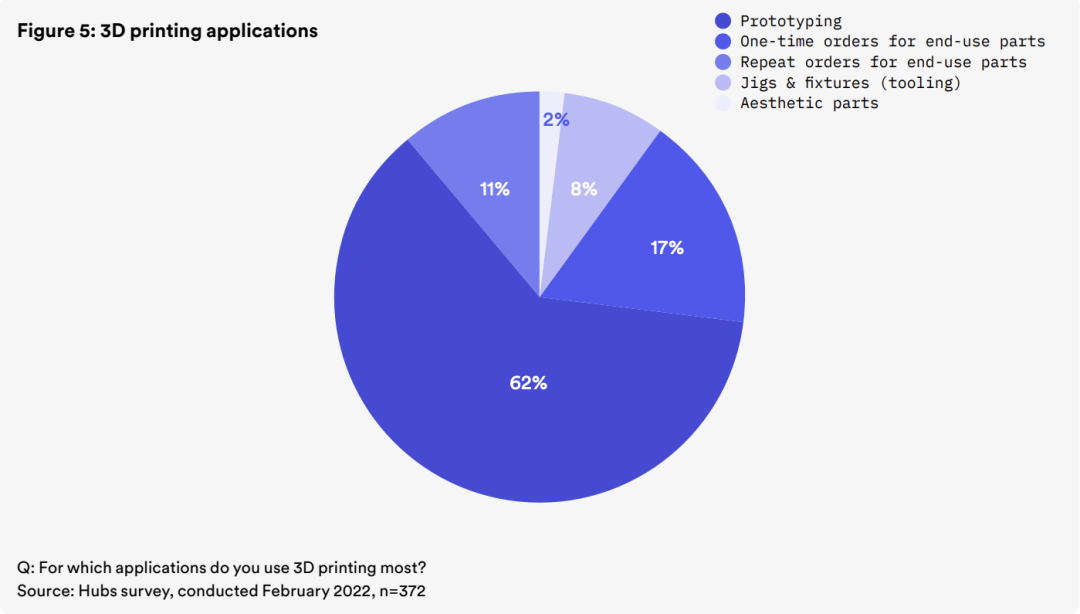
▲图片来源:在线制造平台HUBS
在成本方面,3D打印与传统金属加工工艺差别很大。传统工艺拥有规模效应,当加工量达到一定量级,边际成本将非常低。而3D打印成本下降的速度,远远慢于传统工艺边际成本的下降速度。
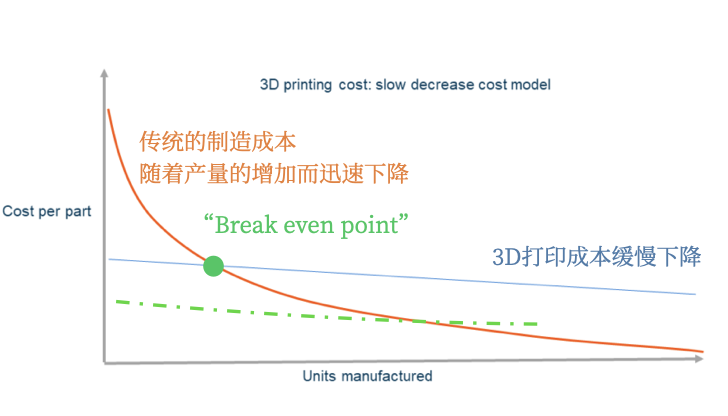
图片中有两条线,橙色的线表示传统的制造成本,蓝色的线表示3D打印的制造成本。
两条线的交点就是break-even point(收支平衡点)。如果产品制造数量在这个点左侧,3D打印更具优势。如果产品数量在右侧,那么传统加工方式更具优势。
这也解释了,为什么在航空航天域以及牙科之外,3D打印没有被大规模广泛应用。
几乎大部分行业都存在break-even point,有的行业已经在尝试采用3D打印技术,但还没有广泛使用。
在手机制造领域,2013年,摩托罗拉宣布与3D Systems将使用3D技术打造智能手机的零组件。在服装制造行业,2020年,麻省理工学院(MIT)的研究人员开发出一种新的3D打印方法,能够降低打印纺织品的成本。
未来,3D打印是否会有技术上的进展,让整个成本降低,使得break-even point往右移,也就是图中画绿色的线,那3D打印就有可能在一些新的领域进一步拓宽应用。
我们观察到,混合加工有可能是让3D打印技术提高精度、降低成本的路线之一。
▍混合加工
混合加工是指在一台设备上完成两种不同机理的加工过程,如3D打印和切削加工混合,电加工和超声波加工混合等。减材加工的好处在于成型的物品表面质量高,增材加工的优势在于灵活性与复杂成型能力,而混合加工则兼具两类工艺的特性。
2020年10月, 美商务部将六项新兴技术添加到《出口管理条例》的商务部管制清单中,其中包括混合增材制造、光刻软件和5nm生产技术。混合增材制造涉及硬件制造设备与计算机数控软件。
美国把混合增材制造技术与半导体技术放在一起,足以证明这些技术的重要性。

▲图片来源:美国商务部
如果想要实现混合加工,需要在硬件以及软件上同时发力。目前已有的混合加工技术包括CNC+3D打印的混合加工,以及激光抛光+3D打印混合加工。
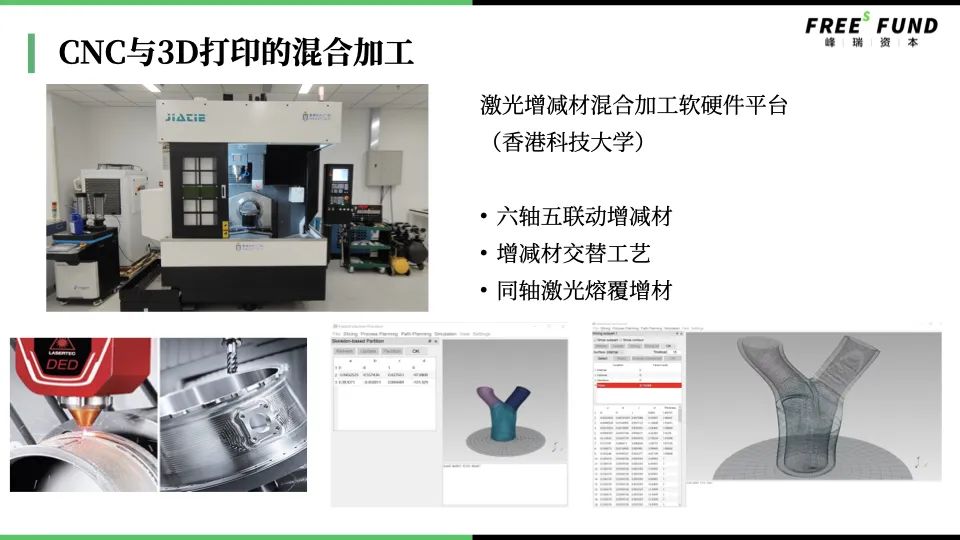
香港科技大学的3D打印实验室是国内3D打印领域*的实验室之一。目前该实验室采用CNC与3D打印混合的技术,制造出激光增减材混合加工软硬件平台,能够实现增材、减材工艺的交替。
实验室把金属打印头集成在双主轴五轴加工中心上。之前3D打印主要利用x、y、z三个轴,五轴联动之后,打印的自由度更高,可以实现更复杂的几何形状打印与先进的无支撑打印。
打印机器将打印和切割的过程反复交替,最终使得物体表面有了光滑的镜面效果。我们很难通过传统的3D打印技术,实现镜面的效果。

▲图片来源:香港科技大学
全球头部机床制造商德马吉(DMG)也采取了类似的策略。德玛吉具备了混合加工的硬件能力,不过还没有成熟的工艺软件相适配。目前德玛吉还只能实现CNC与3D打印独立加工的形态,和理想的混合加工还存在一定距离。
行业里比较关注的是,这种新的融合技术,是否能够替代原来独立的3D打印与CNC减材制造,成为一种全新的加工方式?
医疗器械领域,比较典型的3D打印应用是内流道结构,比如手术的导管。
当手术的导管达到微米级、毫米级别的尺度时,很难用传统的加工方式来实现。如果只用3D打印技术,制成的导管表面很粗糙,只能继续用化学抛光来做后处理,提高了成本。
但如果用混合打印,既能保证内流道表面光滑,又能降低成本。
目前,工业界比较看好混合加工的发展潜力。因为混合加工把很多工艺集成到一台机器上,又能实现增材技术的加工效果,也能实现减材技术的灵活性,成本也低。
09 、总结
3D打印本质上相当于是数字化的抽象模型,映射到了真实世界。未来,3D打印将是AI下游执行层中,链接虚拟与现实的重要组成。
GPT大模型如果想要和真实的物理世界发生碰撞,需要3D打印这双手。
在3D打印的应用领域,航空航天行业和牙科行业跑在最前面。因为两个行业均落在成本break-even point的左侧,行业的需求与3D打印的特性*契合。3D打印能够帮助细分行业实现制造全流程的成本优势。
3D打印的未来增量来自于底层技术革新,从而带动更多新的应用场景与成本break-even point右移。
我们在本篇报告中,没有列举太多细分领域的迭代技术,原因在于这些技术还没有从本质上改变所处行业的制造成本结构。我们希望新的技术能够拓展新的场景,或者在原有的场景上,带来更多规模化增量。
我们重点关注增减材混合加工与生物3D打印这类新的范式变化方向。前者是在传统制造领域,为3D打印打入更多民用场景,比如汽车、椅子。后者是作为生物与制造技术的交叉,助力生物领域的药物测试研发,反哺生物科技研究。
【本文由投资界合作伙伴微信公众号:峰瑞资本授权发布,本平台仅提供信息存储服务。】如有任何疑问,请联系(editor@zero2ipo.com.cn)投资界处理。





